
 iConnectHub
iConnectHub
 Login/Register
Login/Register Supplier Login
Supplier Login






















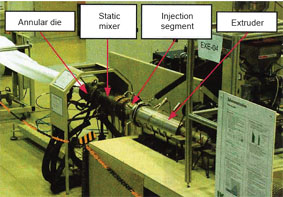 Different processing stages At the Institute of Plastics Processing (Institut fur Kunststoffverarbeitung [IKV]) in Aachen, Germany, a new technology has been developed that enables the separation of the processing stages like "material plastication" and "blowing agent introduction" At the heart of this new technology is a blowing agent injection segment, through which the blowing agent is introduced into the melt at the exit of the extruder. With this, the extruder only needs to supply a homogeneous and pulsation-free flow of melt at the pressure required to push the material through the downstream equipment. Consequently, operation of this injection segment is principally possible with every conventional extruder, enabling its screw geometry to be adapted exclusively to the material being processed, without taking the foaming process into account. Another advantage is that supplementary equipment like breaker plates or melt filters can be installed between the extruder and the injection segment. As the melt has not yet been charged with blowing agent at this point, there is no risk of premature foaming because of local pressure gradients as in the case of the conventional approach. Injection via porous sintered metal The new blowing agent injection segment is based on the experience gained with the liquid blowing agent injection nozzle for foam injection moulding developed at the IKV, which is also known under trade name "Optifoam" of Sulzer Chemtech in Winterthur, Switzerland. In the new injection segment for foam extrusion, the melt flow is shaped by means of a torpedo in an annular die. Using porous sintered metal that limits the annular die on the inner and outer side, the blowing agent gets inAir Max 95 Stussy
Different processing stages At the Institute of Plastics Processing (Institut fur Kunststoffverarbeitung [IKV]) in Aachen, Germany, a new technology has been developed that enables the separation of the processing stages like "material plastication" and "blowing agent introduction" At the heart of this new technology is a blowing agent injection segment, through which the blowing agent is introduced into the melt at the exit of the extruder. With this, the extruder only needs to supply a homogeneous and pulsation-free flow of melt at the pressure required to push the material through the downstream equipment. Consequently, operation of this injection segment is principally possible with every conventional extruder, enabling its screw geometry to be adapted exclusively to the material being processed, without taking the foaming process into account. Another advantage is that supplementary equipment like breaker plates or melt filters can be installed between the extruder and the injection segment. As the melt has not yet been charged with blowing agent at this point, there is no risk of premature foaming because of local pressure gradients as in the case of the conventional approach. Injection via porous sintered metal The new blowing agent injection segment is based on the experience gained with the liquid blowing agent injection nozzle for foam injection moulding developed at the IKV, which is also known under trade name "Optifoam" of Sulzer Chemtech in Winterthur, Switzerland. In the new injection segment for foam extrusion, the melt flow is shaped by means of a torpedo in an annular die. Using porous sintered metal that limits the annular die on the inner and outer side, the blowing agent gets inAir Max 95 StussyPhysical foaming with standard extruders
Source: Release Date:2009-03-17 310
Add to Favorites
A new injection segment allows physical foaming with a conventional extruder. Highly promising results were obtained during first trials in which foamed polypropylene films were produced using carbon dioxide as blowing agent With increasing costs of raw materials, a rising interest in the foaming of thermoplastics has been noted. There is a demand for a moderate reduction of density with a minimum effect on the material properties. Moreover, the motivation for plastics foaming is usually needed to improve thermal insulation, mechanical damping, as well as sound absorption of the product. Whilst most non-cross-linked thermoplastic foams with foam densities up to about 350kg/m3 are still being manufactured with chemical blowing agents in standard extruders, the use of physical blowing agents is necessary to get lower foam densities, which can be as low as 20kg/m3. Commonly used physical blowing agents are aliphatic hydrocarbons (butane and pentane) as well as inert gases such as carbon dioxide (CO2) or nitrogen (N2). These are injected directly into the plastic melt in the extruder. Because of the high pressure in the extruder, and supported by shearing and mixing elements on the screw, the physical blowing agent is dissolved in the plastic melt. The blowing agent acts like a softener for the plastic melt, so that - depending on the material used - the viscosity of the melt/blowing agent mixture partially lies well below that of the pure melt. To counteract the viscosity reduction and prevent the cells from bursting during foaming as a result of insufficient melt strength, the melt/blowing agent mixture is cooled before being injected into the extrusion die. This is done either by means of liquid-tempered barrel sections downstream of the blowing agent injection or (with throughputs above 350kg/h) through separate cooling extruders with larger diameters. In total, the additional requirements for foaming with physical blowing agents - blowing agent introduction and distribution as well as cooling the melt/blowing agent mixture - mean that very long single-screw extruders with up to 42D or even tandem installations with a melting and a cooling extruder must be used. Different processing stages At the Institute of Plastics Processing (Institut fur Kunststoffverarbeitung [IKV]) in Aachen, Germany, a new technology has been developed that enables the separation of the processing stages like "material plastication" and "blowing agent introduction" At the heart of this new technology is a blowing agent injection segment, through which the blowing agent is introduced into the melt at the exit of the extruder. With this, the extruder only needs to supply a homogeneous and pulsation-free flow of melt at the pressure required to push the material through the downstream equipment. Consequently, operation of this injection segment is principally possible with every conventional extruder, enabling its screw geometry to be adapted exclusively to the material being processed, without taking the foaming process into account. Another advantage is that supplementary equipment like breaker plates or melt filters can be installed between the extruder and the injection segment. As the melt has not yet been charged with blowing agent at this point, there is no risk of premature foaming because of local pressure gradients as in the case of the conventional approach. Injection via porous sintered metal The new blowing agent injection segment is based on the experience gained with the liquid blowing agent injection nozzle for foam injection moulding developed at the IKV, which is also known under trade name "Optifoam" of Sulzer Chemtech in Winterthur, Switzerland. In the new injection segment for foam extrusion, the melt flow is shaped by means of a torpedo in an annular die. Using porous sintered metal that limits the annular die on the inner and outer side, the blowing agent gets inAir Max 95 Stussy
Different processing stages At the Institute of Plastics Processing (Institut fur Kunststoffverarbeitung [IKV]) in Aachen, Germany, a new technology has been developed that enables the separation of the processing stages like "material plastication" and "blowing agent introduction" At the heart of this new technology is a blowing agent injection segment, through which the blowing agent is introduced into the melt at the exit of the extruder. With this, the extruder only needs to supply a homogeneous and pulsation-free flow of melt at the pressure required to push the material through the downstream equipment. Consequently, operation of this injection segment is principally possible with every conventional extruder, enabling its screw geometry to be adapted exclusively to the material being processed, without taking the foaming process into account. Another advantage is that supplementary equipment like breaker plates or melt filters can be installed between the extruder and the injection segment. As the melt has not yet been charged with blowing agent at this point, there is no risk of premature foaming because of local pressure gradients as in the case of the conventional approach. Injection via porous sintered metal The new blowing agent injection segment is based on the experience gained with the liquid blowing agent injection nozzle for foam injection moulding developed at the IKV, which is also known under trade name "Optifoam" of Sulzer Chemtech in Winterthur, Switzerland. In the new injection segment for foam extrusion, the melt flow is shaped by means of a torpedo in an annular die. Using porous sintered metal that limits the annular die on the inner and outer side, the blowing agent gets inAir Max 95 Stussy Add to Favorites
Share to: 




You May Like