
 iConnectHub
iConnectHub
 Login/Register
Login/Register Supplier Login
Supplier Login






















By: Ulf Hensler, M.Sc., Institute of Machining Technology, Dortmund University of Technology
In addition to machine concepts, as well as integrated spindle and supply systems, the grinding wheel is the key element in grinding processes. It is in direct contact with the workpiece and has a major influence on the machining result and process productivity. For this reason, developments in the field of grinding wheels and their preparation for the grinding process are being driven forward on an ongoing basis.
Additive manufacturing of abrasives is currently a hot topic. The basic tool body, the grinding wheel, or both can be produced using additive manufacturing processes. Compared to conventional manufacturing processes, additive manufacturing processes allow significantly greater design freedom in terms of the components produced. In contrast to manufacturing processes with a geometrically defined cutting edge, where it is possible to supply cooling lubricant through the tool close to the point of action, this is usually associated with major challenges in grinding processes. Here, additive manufacturing processes offer the possibility to design grinding wheel systems with an internal cooling lubricant supply.
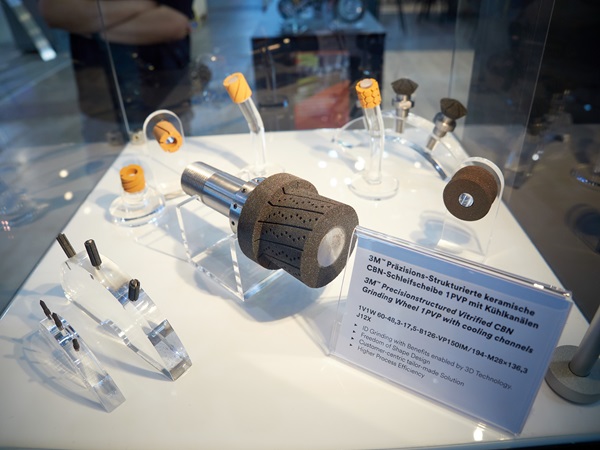
At GrindingHub, 3M presented type 1PVP structured ceramic CBN grinding wheels for internal cylindrical grinding processes. The adaptive build-up of thin layers creates 3D-printed structures. These allow greater design freedom compared to conventionally manufactured tools, as the limits of mechanical processing do not have to be taken into account. Almost any three-dimensional shapes and structures, slots, and cooling lubricant holes can be produced in this way. In addition, additively manufactured tools boast a homogeneous grain and pore distribution. The degrees of freedom in terms of design and the associated specific design for the respective application, as well as the material properties of the additively manufactured grinding tools, mean that greater efficiency and improved performance potential can be achieved compared to conventional grinding tools.
Riegger Diamantwerkzeuge GmbH from Affalterbach presented another example of current developments in the manufacture of additively manufactured grinding wheel coatings. As part of a project funded by the German Federal Ministry for Economic Affairs and Climate Action's Central Innovation Program for SMEs (ZIM), approaches are being developed for the production of abrasive coatings for CBN and diamond wheels made of synthetic resin using digital light processing (DLP). Based on this process, individual grinding wheel profiles can be created that are only limited in their dimensions by the capabilities of the 3D printer. The benefits here are that there is no need for machined parts, manual assembly, or filling of the grinding wheel mold. This opens up potential for cost savings. Current challenges include the production of homogeneous, highly concentrated abrasive coatings and the addition of additives to optimize the bond.
In addition to new concepts for grinding wheel production, grinding wheel preparation is an important factor. Grinding wheel preparation gives the grinding wheel its final contour, while breaking the abrasive grains out of the bond exposes new abrasive particles and therefore creates the basis for grinding wheel topography. At GrindingHub, numerous manufacturers such as Cleveland from Löffingen and GWD Industrial from Austria presented conventional approaches to dressing grinding wheels, for example using SiC or diamond dressing tools. These processes for dressing grinding tools can be carried out either externally or internally and, in many cases, require a downstream sharpening process to reset the bond and increase the cutting performance of the grinding wheel.
Another approach to grinding wheel preparation is based on spark erosion processes. In the case of abrasive coatings with a conductive bond component, the bond is removed in the arc without affecting the non-conductive abrasive particles. This way, the profile geometry and surface topography of the grinding wheels are created without contact and therefore without force. Among others, the benefits of this process include the possibility of producing geometries that cannot be produced with conventional dressing processes, as well as generating a significantly increased grain protrusion. This results in a more cutting-friendly topography, which enables higher stock removal rates and longer grinding wheel service lives to be achieved. At GrindingHub, both the Japanese manufacturer Mitsubishi Electric and the company Häberle from Laichingen exhibited wire-cutting machines for preparing grinding wheels with conductive bond systems. Häberle is performing an axis extension based on a Robocut C400iC wire erosion machine from Japanese company Fanuc here in order to enable the rotary erosion of grinding wheels. Häberle presented a solution for the automated dressing of grinding wheels under the product name Häberle Robocut Plus-Big-R. In conjunction with a large robot cell with the Fanuc M20 robot, new workpieces are stored and the Häberle Robocut 400 ROT 6-axis robot is automatically loaded and unloaded. The cell can be loaded with new workpieces in parallel to production using a set-up station.
Meeting current challenges with innovations
GrindingHub 2024 focused in particular on automation and digitalisation of manufacturing processes. After all, these can help counteract the current shortage of skilled workers, while at the same time increasing productivity. Numerous detailed improvements to increase the efficiency of various components, their peripherals, and the grinding tools used were demonstrated as a way of counteracting the issues associated with the shortage of skilled workers, cost pressure, and a desire to create sustainable processes and products. Examples of this include additively printed grinding tools and efficiency improvements in spindle technology.




