
 iConnectHub
iConnectHub
 Login/Register
Login/Register Supplier Login
Supplier Login



























THE SMELL of a freshly opened pack of coffee is hard to beat, as every coffee lover knows. Crucial for preserving all the delicious aroma on the sometimes long way from the roaster to the consumer: the degassing valve. Amidst a boom in small coffee roasters coming to market, Canadian packaging company Rootree recently found their mostly manual degassing valve application process was creating a bottleneck and compromising lead times for their customers. Syntegon was here to help and automated Rootree’s process with a valve applicator that increased output significantly and upheld the company’s high sustainability standards at the same time.

Since the addition of the CVA 2000 VIS Internal Valve Applicator from Syntegon, Rootree’s bag making line is fully automated and yields a significantly higher output.
From laundry beads to dog treats, Canadian company Rootree packages almost anything that fits in the flexible packaging formats of bags or pouches. And the company’s services go far beyond contract packing. Rootree’s in-house creative agency develops custom designs, which are then digitally printed on bags or pouches, produced to the customer’s specifications. These also include the material of the packaging, because Rootree offers a choice of conventional, recyclable and even compostable bags and pouches. More and more of Rootree’s customers, mostly small to mid-sized companies, are choosing one of the latter two options – a trend that delights everyone at Rootree. “For us, sustainability is a core value that guides every new development,” says Pia Simran, Vice President of Product and Business Development.
Some two years ago, Rootree found itself in the middle of another emerging trend that was, in theory, a cause for joy: a slew of small, Canadian coffee roasters coming to market, looking to package their goods in Rootree’s bags. In practice, this posed a challenge for the company. The at the time mostly manual process of applying degassing valves to the coffee bags created a bottleneck in the otherwise smoothly running operation and lengthened lead times. A new solution for degassing valve application had to be found.
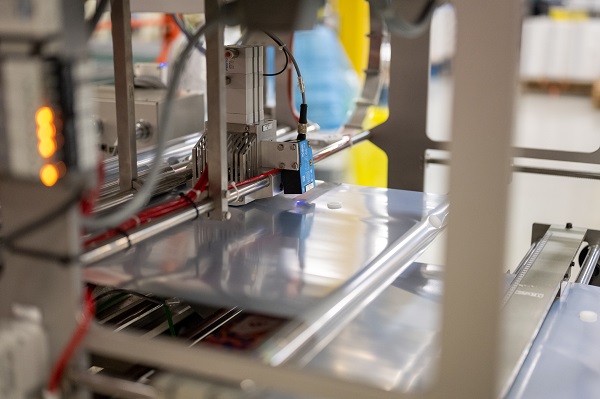
The CVA applies the degassing valves with ultrasonic sealing.
The role of degassing valves in coffee packaging
Degassing valves are as crucial to coffee packaging as they are small and unobtrusive. During roasting, the complex carbohydrates in the coffee beans are broken down, creating, among other things, gases that the beans subsequently release. This release takes multiple weeks and is therefore still ongoing when roasters need to pack and ship their product. So, coffee packaging needs to vent these gases to prevent pressure build-up and ultimately bursting of the bag. At the same time, generally non-gas-proof packaging is not an option, because roasted coffee oxidizes upon contact with oxygen. This could cause staleness and loss of aroma.
Airtight bags equipped with degassing valves solve this problem. As the coffee releases gas, the pressure inside the bag builds. When it surpasses ambient air pressure, the gas inside the bag pushes a membrane within the valve outward and escapes. As soon as the pressure is equalized, the ambient air presses the membrane of the valve closed again. This prevents intake of air, protecting the volatile aromas of the coffee. Thus, valves ensure a significantly lengthened shelf life of the packaged coffee – up to 30 months. This enables roasters to sell their product not only locally and within a short time after roasting but also ship it without worrying about loss of quality.

Rootree uses conventional, recyclable, and even compostable materials for their coffee bags. The CVA 2000 VIS Internal Valve Applicator is able to process all three.
Matching sustainability standards
For Rootree, the search for a new valve application system and a supplier that fit the company’s requirements started at the beginning of 2022. Naturally, Rootree was looking for a higher output than the previous solution could deliver, but there were other boxes to tick, as well. Pia Simran, who managed the project on Rootree’s side, remembers: “Our sustainability standards in particular ruled many companies out. In fact, Syntegon was the only company we came across that had a clear roadmap towards sustainable valve solutions.” Of course, features enabling a more sustainable production are not (only) a thing of the future but already a fact on many Syntegon machines. The CVA 2000 VIS Internal Valve Applicator that Rootree chose for their production applies valves with ultrasonic sealing. This technology also enables the machine to process the more environmentally friendly mono-materials of Rootree’s recyclable and compostable product lines as traditional methods of sealing, such as heat sealing, are not possible with mono-materials.

For Pia Simran, Vice President of Product and Business Development and Phil St-Cyr, President & CEO of Rootree, the choice for Syntegon equipment proved the right one.
Quick results and seamless integration
While Syntegon also offers complete production lines including valve application, the CVA 2000 VIS “retrofit” valve applicator was the best fit in Rootree’s case. It can be seamlessly integrated in Syntegon’s lines as well as existing equipment from other manufacturers – making for a more cost-effective solution. In Rootree’s production, the CVA was integrated into a line with existing Totani equipment. With the decision for the Syntegon CVA 2000 VIS valve applicator made and all necessary information about the existing machine supplied by Totani, preparations could start in earnest. Rootree’s project team and the Syntegon team around Sales Engineer Marco Weritz coordinated closely, and it soon became clear to Pia Simran that they had made the right choice: “Often we didn’t even have to ask for information because our partners from Syntegon had already thought ahead and supplied it. They were reliably there for us – it made my life as project manager a whole lot easier.”

Marco Weritz, Sales Engineer for Valve Applicators and Valves, Syntegon, oversaw the Rootree project.
In September 2022, the actual installation process at Rootree’s production site went equally smoothly. Thanks to the thorough preparations, it was also a quick process – the machine was installed in a day. Syntegon had custom-engineered a solution to seamlessly integrate and mount the CVA 2000 VIS valve applicator on the existing Totani pouch making machine. This turned the formerly semi-automated line into a much more efficient, fully automated one. Now, the stand-up or pillow pouches and the 3-side or quad-seal bags Rootree produces are automatically fed into the valve applicator, requiring no more manual labor. Installation was followed by calibration of the machine and finally by operator training, all done by highly qualified Syntegon specialists. As the CVA is easy to operate and all important functions, including valve refilling, are readily accessible at ground level, the Rootree staff was able to put their training to the test and the updated production line back to work after only two days of production stop.
Streamlined production process
Since then, the line has been producing valved bags reliably and at a much higher speed than before. The manual valving process Rootree used before the automation yielded six to ten ready-to-fill coffee bags per minute. Now, the CVA valves 50 to 60 bags per minute (with a possible output of up to 85 bags per minute) that can then go on to be completed and delivered with a much shorter lead time. The removal of the former bottleneck in the production process allows a unique combination of Rootree’s portfolio to shine. “We are currently the only Canadian company offering in-line valve application combined with digital printing for flexible packaging,” Pia Simran explains. Digital printing requires much less time-consuming preparation than other printing methods. “This makes it both ideally suited to smaller batch sizes and, quite simply, really fast. In combination with our new, automated valve application solution, we can now offer our customers very competitive lead times.”
Rootree’s President & CEO Phil St-Cyr looks back – and to the future: “Choosing Syntegon to automate our coffee in-line valve insertion was an easy choice. It checked three boxes that are important to us at Rootree. First, a defined roadmap allows us to achieve our objective to continue developing eco-friendly products. It also helps us get products to our customers faster with consistent high quality. Finally, it improves the ease of work for our staff and operators with the seamless in-line integration and less manual labor. We look forward to new sustainable developments from Syntegon.”