
 iConnectHub
iConnectHub
 Login/Register
Login/Register Supplier Login
Supplier Login






















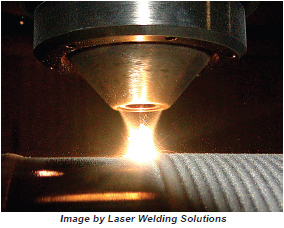 Combining laser welding with another weld process is called a hybrid welding process because the laser beam and an electrical arc act simultaneously in one welding zone, influencing and supporting each other. There are essentially three main types of hybrid welding processes, depending on the arc being used: TIG, plasma arc or MIG augmented laser welding. While TIG augmented laser welding was the first to be researched, MIG was actually the first to go to market and is now commonly known as hybrid laser welding. HLAW (hybrid laser arc welding) combines laser beam and gas metal arc welding (GMAW) within a fully automated process that merges the best of both worlds: the depth of penetration and low heat input of laser beam welding with the efficiency and good gap tolerance of GMAW. Combining these two processes and adding filler metal creates wider weld bead and improved stability. The deep, narrow penetration welds HLAW produces have good tolerance to joint fit-up. The laser source can be CO2, Nd:YAG or Yb fibre/disc laser, and can be used with a GMAW, GTAW or plasma arc. According to the American Welding Society, the advantages of HLAW over laser beam welding alone include higher process stability, higher bridgeability, deeper penetration, lower capital investment costs (because of savings in laser energy) and greater ductility. The advantages of HLAW over GMAW alone include higher welding speeds, deeper penetration at higher welding speeds, lower thermal input, higher tensile strength, and narrower joint welds. HLAW can handle the larger weld gap tolerances usually found in heavy industries while, at the same time, guarding the deep penetration and low heat input benefits of laser welding. Adding a relatively modest amount of filler metal creates a wider weld bead that is capable of bridging much larger weld gaps than conventional laser processes can handle - up to four times as wide as other laser welding processes. But due to its high weld penetration capability, HLAW does not require large weld joint geometries. This drastically reduces filler metal usage and produces even faster weld speeds and greater robustness, promising a fast return on investment. Hybrid laser arc welding is suitable for conditions where machined components, expensive fixtures and tooling aren't practical. It works best with long, continuous welds, high-duty cycles and is perfect for the shipbuilding, transportation, and structural steel industries, to name a few, and can be used for a wide variety of applications. Right now, HLAW is not a fit for customised build-to-order jobs or orders involving lots of small, complex parts with small features and tight areas, or complex 3D welding, though all of this could change in the near future as technological research advances.Marki
Combining laser welding with another weld process is called a hybrid welding process because the laser beam and an electrical arc act simultaneously in one welding zone, influencing and supporting each other. There are essentially three main types of hybrid welding processes, depending on the arc being used: TIG, plasma arc or MIG augmented laser welding. While TIG augmented laser welding was the first to be researched, MIG was actually the first to go to market and is now commonly known as hybrid laser welding. HLAW (hybrid laser arc welding) combines laser beam and gas metal arc welding (GMAW) within a fully automated process that merges the best of both worlds: the depth of penetration and low heat input of laser beam welding with the efficiency and good gap tolerance of GMAW. Combining these two processes and adding filler metal creates wider weld bead and improved stability. The deep, narrow penetration welds HLAW produces have good tolerance to joint fit-up. The laser source can be CO2, Nd:YAG or Yb fibre/disc laser, and can be used with a GMAW, GTAW or plasma arc. According to the American Welding Society, the advantages of HLAW over laser beam welding alone include higher process stability, higher bridgeability, deeper penetration, lower capital investment costs (because of savings in laser energy) and greater ductility. The advantages of HLAW over GMAW alone include higher welding speeds, deeper penetration at higher welding speeds, lower thermal input, higher tensile strength, and narrower joint welds. HLAW can handle the larger weld gap tolerances usually found in heavy industries while, at the same time, guarding the deep penetration and low heat input benefits of laser welding. Adding a relatively modest amount of filler metal creates a wider weld bead that is capable of bridging much larger weld gaps than conventional laser processes can handle - up to four times as wide as other laser welding processes. But due to its high weld penetration capability, HLAW does not require large weld joint geometries. This drastically reduces filler metal usage and produces even faster weld speeds and greater robustness, promising a fast return on investment. Hybrid laser arc welding is suitable for conditions where machined components, expensive fixtures and tooling aren't practical. It works best with long, continuous welds, high-duty cycles and is perfect for the shipbuilding, transportation, and structural steel industries, to name a few, and can be used for a wide variety of applications. Right now, HLAW is not a fit for customised build-to-order jobs or orders involving lots of small, complex parts with small features and tight areas, or complex 3D welding, though all of this could change in the near future as technological research advances.MarkiHybrid laser arc welding
Source: Release Date:2009-09-14 120
Add to Favorites
Combining laser welding with another weld process is called a hybrid welding process because the laser beam and an electrical arc act simultaneously in one welding zone, influencing and supporting each other. There are essentially three main types of hybrid welding processes, depending on the arc being used: TIG, plasma arc or MIG augmented laser welding. While TIG augmented laser welding was the first to be researched, MIG was actually the first to go to market and is now commonly known as hybrid laser welding. HLAW (hybrid laser arc welding) combines laser beam and gas metal arc welding (GMAW) within a fully automated process that merges the best of both worlds: the depth of penetration and low heat input of laser beam welding with the efficiency and good gap tolerance of GMAW. Combining these two processes and adding filler metal creates wider weld bead and improved stability. The deep, narrow penetration welds HLAW produces have good tolerance to joint fit-up. The laser source can be CO2, Nd:YAG or Yb fibre/disc laser, and can be used with a GMAW, GTAW or plasma arc. According to the American Welding Society, the advantages of HLAW over laser beam welding alone include higher process stability, higher bridgeability, deeper penetration, lower capital investment costs (because of savings in laser energy) and greater ductility. The advantages of HLAW over GMAW alone include higher welding speeds, deeper penetration at higher welding speeds, lower thermal input, higher tensile strength, and narrower joint welds. HLAW can handle the larger weld gap tolerances usually found in heavy industries while, at the same time, guarding the deep penetration and low heat input benefits of laser welding. Adding a relatively modest amount of filler metal creates a wider weld bead that is capable of bridging much larger weld gaps than conventional laser processes can handle - up to four times as wide as other laser welding processes. But due to its high weld penetration capability, HLAW does not require large weld joint geometries. This drastically reduces filler metal usage and produces even faster weld speeds and greater robustness, promising a fast return on investment. Hybrid laser arc welding is suitable for conditions where machined components, expensive fixtures and tooling aren't practical. It works best with long, continuous welds, high-duty cycles and is perfect for the shipbuilding, transportation, and structural steel industries, to name a few, and can be used for a wide variety of applications. Right now, HLAW is not a fit for customised build-to-order jobs or orders involving lots of small, complex parts with small features and tight areas, or complex 3D welding, though all of this could change in the near future as technological research advances.Marki Add to Favorites
Share to: 




You May Like